vi
vi English
English français
français español
español ไทย
ไทยlàm thế nào Chúng tôi có thể giúp bạn không
Bạn có thể liên hệ với chúng tôi theo bất kỳ cách nào thuận tiện cho bạn. Chúng tôi có sẵn 24 / 7 qua email hoặc điện thoại.
Liên hệ chúng tôi
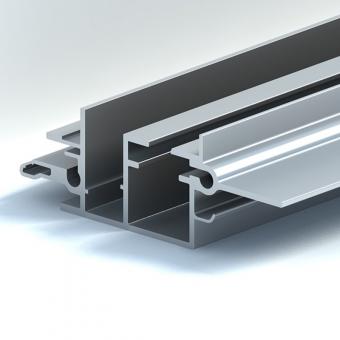
Để sản xuất một bộ khuôn đùn nhôm chất lượng cao, không chỉ phải có thiết bị gia công tốt và công nhân sản xuất khuôn đùn lành nghề, một yếu tố rất quan trọng nữa là phải có thiết kế khuôn đùn tốt. Đối với khuôn đùn phức tạp hơn, chất lượng của thiết kế khuôn chiếm 85% chất lượng của khuôn.
Một thiết kế công cụ đùn khuôn là:
Trên cơ sở đáp ứng yêu cầu của khách hàng, cần đạt được chi phí gia công thấp, độ khó gia công thấp, thời gian gia công ngắn để khuôn có thể tạo ra sản phẩm đạt tiêu chuẩn trong thời gian ngắn nhất. Để làm được điều này, không chỉ cần hiểu đầy đủ yêu cầu của khách hàng mà còn đòi hỏi người thiết kế khuôn phải có hiểu biết về máy đùn, cấu trúc khuôn đùn và công nghệ gia công, khả năng gia công của nhà máy. Do đó, với tư cách là một nhà thiết kế khuôn đùn Để nâng cao trình độ thiết kế của khuôn đùn, cần thực hiện những điểm sau:
1. Làm quen với kích thước và độ lệch của nhôm định hình
Kích thước và độ lệch của nhôm định hình được xác định bởi khuôn đùn, thiết bị đùn và các yếu tố quy trình liên quan khác.
2. Chọn đúng trọng tải máy ép đùn nhôm
Trọng tải của máy đùn chủ yếu được xác định theo tỷ lệ đùn. Nếu tỷ lệ đùn thấp hơn 10, cơ tính của sản phẩm nhôm định hình sẽ thấp; Nếu tỷ lệ đùn quá cao, sản phẩm nhôm định hình dễ bị các khuyết tật như gồ ghề bề mặt và lệch góc. Tỷ lệ đùn được khuyến nghị cho các cấu hình nhôm đặc là khoảng 30 và cho các cấu hình nhôm rỗng là khoảng 45.
3. Xác định hình dạng của khuôn đùn
Kích thước bên ngoài của khuôn ép đùn liên quan đến đường kính ngoài và độ dày của khuôn đùn. Kích thước bên ngoài của khuôn đùn được xác định bởi kích thước, trọng lượng và độ bền của phần biên dạng.
4. Xác định kích thước lỗ khuôn của khuôn đùn
Đối với các thanh nhôm định hình có sự chênh lệch độ dày thành vách lớn, các phần thành mỏng khó tạo hình và các góc sắc cạnh cần được phóng to thích hợp; và đối với các thanh biên dạng mỏng có chiều rộng phẳng với tỷ lệ chiều rộng trên chiều dày lớn và các lỗ khuôn của biên dạng tường thì dầm Kích thước có thể được thiết kế theo biên dạng chung. Ngoài việc xem xét các yếu tố được liệt kê trong công thức, kích thước của độ dày web cũng cần phải xem xét đến biến dạng đàn hồi và biến dạng dẻo của khuôn đùn, độ uốn tổng thể và khoảng cách từ tâm của trụ đùn. Ngoài ra, tốc độ đùn, sự có hay không của thiết bị kéo,… cũng có ảnh hưởng nhất định đến kích thước của lỗ khuôn.
5. Điều chỉnh hợp lý tốc độ chảy của kim loại nhôm
Cố gắng đảm bảo rằng mọi hạt trên mặt cắt của thanh nhôm phải chảy ra khỏi lỗ khuôn với cùng tốc độ. Khi thiết kế khuôn ép đùn, hãy cố gắng sử dụng sự sắp xếp đối xứng của nhiều lỗ. Theo hình dạng của nhôm định hình, sự khác biệt về độ dày thành của từng bộ phận, sự khác biệt về chu vi và khoảng cách từ tâm của hình trụ đùn, các đai định cỡ có chiều dài không bằng nhau được thiết kế.
6. Kiểm tra độ bền khuôn đùn
Độ bền của khuôn là một vấn đề rất quan trọng trong thiết kế khuôn. Ngoài việc bố trí hợp lý vị trí các lỗ khuôn, lựa chọn vật liệu khuôn phù hợp, thiết kế kết cấu và hình dạng khuôn hợp lý thì việc tính toán lực đùn và kiểm tra cường độ cho phép của từng mặt cắt nguy hiểm cũng rất quan trọng. Còn việc kiểm tra độ bền của khuôn nên tiến hành riêng theo loại sản phẩm, cấu tạo khuôn,… Nói chung, khuôn phẳng chỉ cần kiểm tra độ bền cắt và độ bền uốn. Khuôn lưỡi và khuôn chia phẳng cần kiểm tra độ bền cắt, độ uốn và độ nén. Phần lưỡi và đầu kim cũng cần quan tâm đến độ bền kéo. Trong những năm gần đây, phương pháp phần tử hữu hạn có thể được sử dụng để phân tích ứng suất và kiểm tra độ bền của khuôn đặc biệt phức tạp.
7. Kích thước dây đai làm việc hợp lý
Việc xác định vùng làm việc của khuôn kết hợp phân chia phức tạp hơn nhiều so với việc xác định vùng làm việc của nửa khuôn. Không chỉ phải tính đến chênh lệch độ dày thành hồ sơ và khoảng cách từ tâm, mà còn phải xem xét tình huống lỗ khuôn được che chắn bởi cầu tách. Đối với lỗ khuôn dưới cầu shunt, vì kim loại khó chảy nên dây đai gia công phải mỏng hơn. Khi xác định vùng làm việc, trước tiên hãy tìm xem nơi nào độ dày thành của biên dạng dưới cầu shunt là mỏng nhất, tức là nơi có sức cản dòng chảy của kim loại lớn hơn. Vùng làm việc tối thiểu ở đây được đặt ở độ dày gấp đôi độ dày của tường. Thành dày hơn hoặc bằng kim loại dễ dàng. Đến đâu, dây đai làm việc phải được làm dày thích hợp, nói chung là theo một tỷ lệ nhất định, cộng với một giá trị hiệu chỉnh để dòng chảy dễ dàng.
8. Cấu trúc và kích thước của dao rỗng lỗ khuôn
Dao rỗng lỗ khuôn là một kết cấu đỡ công xôn ở đầu ra của dây đai làm việc lỗ khuôn. Khi độ dày thành của nhôm định hình là≥ 2mm, cấu trúc dao rỗng thẳng dễ gia công hơn có thể được sử dụng; khi độ dày thành của nhôm định hình nhỏ hơn 2mm, bạn có thể chọn gia công dao rỗng xiên ở công xôn.
Shengda Qianliang Aluminium Co., Ltd. tích hợp khuôn nhôm định hình, đùn, xử lý bề mặt và hoàn thiện. Nó có một đội ngũ kỹ sư mạnh mẽ để thiết kế và sản xuất nhôm định hình chất lượng cao cho bạn.







 IPv6 mạng được hỗ trợ
IPv6 mạng được hỗ trợ